- Сообщения
- 46
- Реакции
- 13
Здравствуйте.
Как правильно в Harlequin RIP указать растискивание для офсетной печати?
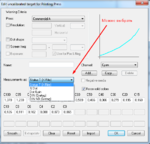
1. Рассчитать растискивание и в разделе Calibration для кривых линиаризации пластин сделать поправку. (Допустим, кривая уже имеет некоторую изогнутость после линеаризации). Искривляем ее еще в ту или иную сторону от изогнутой.
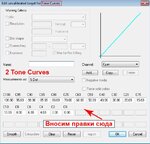
2. В разделе Tone Curves по рассчитанным данным растискивания сделать поправку от стандартных значений кривой (Кривая не изогнута и построена по стандарнтым значениям (под 45 градусов), забитым в рип). Искривляем ее еще в ту или иную сторону от прямой.
3. В разделе Intended Press построить и использовать кривую
4. В разделе Actual Press построить и использовать кривую Dot Gain по данным растискивания.
И в чем отличие Intended Press от Actual Press если использовать только один из этих вариантов?
Как правильно в Harlequin RIP указать растискивание для офсетной печати?
1. Рассчитать растискивание и в разделе Calibration для кривых линиаризации пластин сделать поправку. (Допустим, кривая уже имеет некоторую изогнутость после линеаризации). Искривляем ее еще в ту или иную сторону от изогнутой.
2. В разделе Tone Curves по рассчитанным данным растискивания сделать поправку от стандартных значений кривой (Кривая не изогнута и построена по стандарнтым значениям (под 45 градусов), забитым в рип). Искривляем ее еще в ту или иную сторону от прямой.
3. В разделе Intended Press построить и использовать кривую
4. В разделе Actual Press построить и использовать кривую Dot Gain по данным растискивания.
И в чем отличие Intended Press от Actual Press если использовать только один из этих вариантов?





' '8()'") Никогда такого не видел!
Никогда такого не видел!